钻头
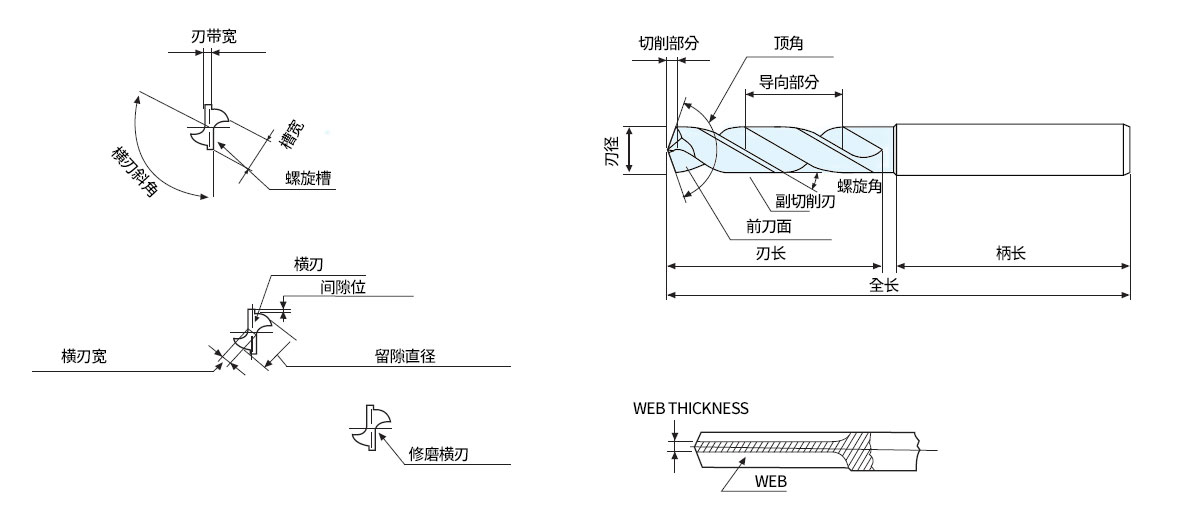
Nomenclature of Drill
Nomenclature of Drill
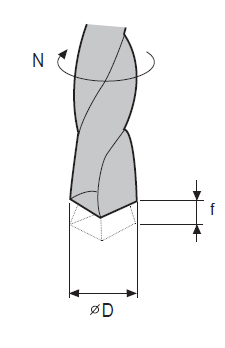
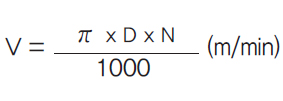
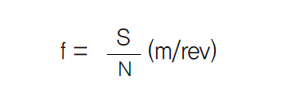
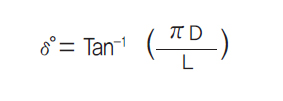
加工计算式
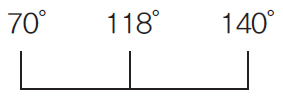
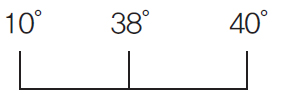
工作主角
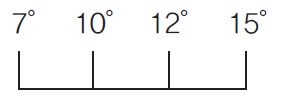
| 积分角度 | 扭曲角度 | 刃端部减压角 | |
|---|---|---|---|
小 → 推力 → 大 |
好 → 芯片排放 → 不好 大 → 工具的刚性 → 小 |
小 → 振动 → 大 |
 |
| 积分角度 | 扭曲角度 | 刃端部减压角 | |
• D : 钻头直径 • N : 刃书 • π : (3.14) (m/min) (mm) (rpm) |
• S : 每分切口深度 • N : 刃书 (mm/rev) (mm/min) (rpm) |
• D : 钻头直径 • L : 刃长 • π : (3.14) (mm) (mm) |
钻头使用上的问题和对策
钻头使用上的问题和对策
| 问题及现象 | 因由 | 对策 |
|---|---|---|
| 钻头不进入剥削材料 |
|
|
| Margin 部位的铲平 |
|
|
| 切削齿的均衡 |
|
|
| 切削刀片 |
|
|
| TANG的损坏 |
|
|
| 黄铜作业时钻头的破损 |
|
|
| 钻心裂缝 |
|
|
| 孔的尺寸变大 |
|
|
| 外包角的破损 |
|
|
| 芯片大小不等 |
|
|
| 漏洞百出 |
|
|