中心刀具&铰刀
超硬铰刀的推荐切削条件
超硬铰刀的推荐切削条件
| 皮削材 | 直径(mm) | 切削条件 | ||
|---|---|---|---|---|
| 材質 | 拉力强度 (Kg/mm2) / 경도(HB) |
V (m/min) | f (mm/rev) | |
| 碳素钢 合金钢 |
~ 100 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 100 ~ 140 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| 铸钢 | 40 ~ 50 | ~10 10~25 25~40 |
8 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
| 50 ~ 70 | ~10 10~25 25~40 |
6 ~ 10 | 0.12 ~ 0.20 0.15 ~ 0.30 0.20 ~ 0.40 |
|
| 铸铁 | ~ 200 | ~10 10~25 25~40 |
8 ~ 15 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
| 200 ~ | ~10 10~25 25~40 |
6 ~ 12 | 0.15 ~ 0.25 0.20 ~ 0.40 0.30 ~ 0.50 |
|
| 铝合金 | ~10 | 15 ~ 25 | 0.20 ~ 0.30 0.30 ~ 0.50 0.40 ~ 0.70 |
|
| 10~25 25~40 |
20 ~30 | |||
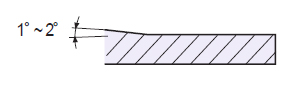
Chamfer的影响
Chamfer的影响
| 形态 | 特征 |
|---|---|
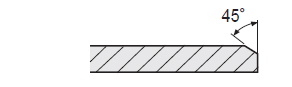 |
锋利的刃尖角上长了松茸,加工面就有了印痕。 |
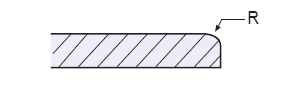 |
因为是在指南上加了R,所以加工面很好,但是R的加工面很难,相反,加工面也有可能不好。 |
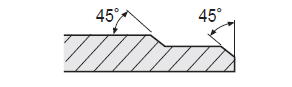 |
称为双刃状,芯片生成二段,虽能取得良好结果,但难以再磨灭。 |
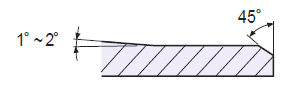 |
切削刀型第二段说明部的1~2。 于切削刀很长,所以受限寿命。 能从精削用中获得很好的效果。 |
 |
第二段为10~20。 |
 |
用于精削,适用于手持绞刀。 |
扭曲河的影响
扭曲河的影响
| 扭曲方向 | 特征 |
|---|---|
| 除直线角(扭曲角0°) |
|
| 右扭刀 |
|
| 左扭刀 |
|
漫游加工时存在的问题和对策
漫游加工时存在的问题和对策
| 问题点 | 方案 | 对策 |
|---|---|---|
| 孔眼的放大 | 刷牙(Burnishing)效果 |
|
| 组件人选( Built- upedge) 抑制发生。 |
|
|
| 减少切削力不均衡。 |
|
|
| 减少孔眼 | 的缩放效果(Finish) |
|
| 震源也会减少不良 | 聊天(Chattering)。 |
|
| 加工棉鸟也会使不良 | 燃烧(Burnishing)变得更大。 |
|
| 消除熔化。 |
|
|
| 取消聊天(Chattering)。 |
|
|
| 消除芯片(Chip)的干扰。 |
|