


기술정보
- ONLINE PR
- PRODUCTS

일반자료실
HOME > 기술정보 > 일반자료실
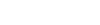
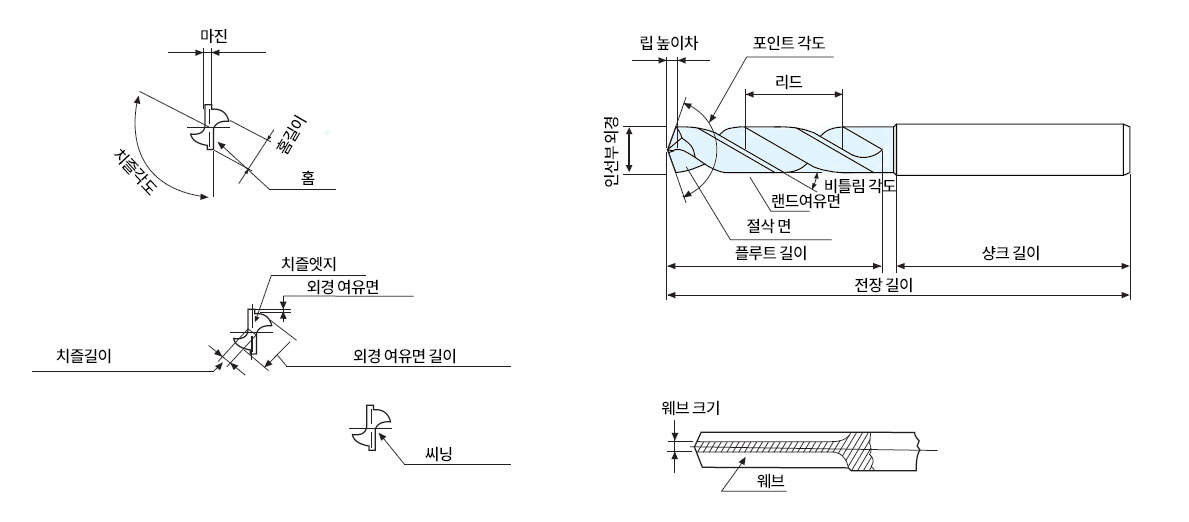
드릴의 요소
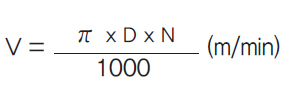
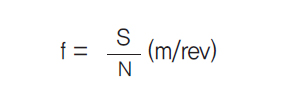
가공계산식
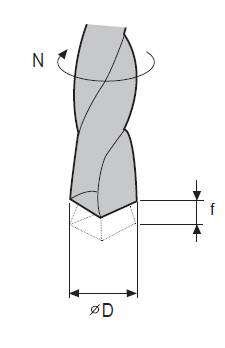
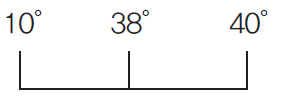
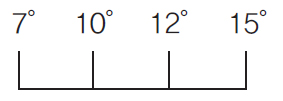
주요 부위 각도의 역할
| 포인트각도 | 비틀림 각도 | LIP 여유각 | |
|---|---|---|---|
Small → 스러스트 → Large |
Good → 칩 배출 → Bad Large → 공구의 강성 → Small |
Small → 진동 → Large |
 |
| 포인트각도 | 비틀림 각도 | LIP 여유각 | |
• D : Diameter of drill • N : Revolution • π : (3.14) (m/min) (mm) (rpm) |
• S : Depth of cut per min • N : Revolution (mm/rev) (mm/min) (rpm) |
• D : Diameter of drill • L : lead • π : (3.14) (mm) (mm) |

드릴 사용상 문제점과 대책
드릴 사용상 문제점과 대책
| 문제점 및 현상 | 원인 | 대책 |
|---|---|---|
| 드릴이 피삭재에 들어가지 않음 |
Lip Relief가 충분하지 않다. Web가 두껍다. |
Lip Relief를 알맞게 재연삭 한다. Web를 가늘게 한다. |
| 마진부위의 칩핑 | 지그 부싱이 크다. | 드릴 치수에 맞는 부싱을 사용한다. |
| 절삭날의 균형 | 드릴 작업시 과열된다. | 이송 속도를 줄이고, 절삭유를 충분히 공급한다. |
| 절삭날의 칩핑 | 여유각이 크다. 이송 속도가 크다. |
Lip Relief를 조절한다. 이송 속도를 낮춘다. |
| 탱의 파손 | 테이퍼 자루와 소켓 사이의 불완전한 접합 | 소켓의 이물질 제거 및 마모시 새 것으로 교환한다. |
| 황동 작업시 드릴의 파손 | 드릴 형태의 부적절한 선택 홈부위에 칩이 막힌다. |
재질이 알맞는 드릴을 선정한다. |
| 드릴 중심부의 균열 | 날 여유가 너무 작다. 과대한 이송 |
알맞는 여유각으로 재연삭한다. 이송 속도를 낮춘다. |
| 구멍의 치수가 커짐 | 날끝각과 절삭날의 길이가 틀린다. 주축이 헐겁다. |
양질의 드릴을 선택한다. 주축을 알맞게 조인다. |
| 외주 모서리의 파손 | 과대한 절삭속도 피삭재의 단단한 이물질 드릴선단에 절삭유 공급부족 드릴의 마모 |
피삭재에 알맞는 선단부를 연마한다. 이송 속도를 낮춘다. 조기에 재연삭한다. |
| 칩 크기가 일정하지 않음 | 날끝이 부적당하게 연마되었거나 한쪽날에서만 절삭을 행한다. |
정확한 재연삭이 필요하다. 양질의 드릴 선정이 필요하다. |
| 구멍이 거침 | 날끝부가 무디거나 부적합하게 연마되었다. 드릴 선단에 절삭유가 공급되지 않는다. 과대한 이송 고정구가 견고하지 않다. |
날끝각을 재연삭한다. 알맞는 절삭유를 선택하여 충분히 공급한다. 이송 속도를 낮춘다. 고정구를 견고하게 고정한다. |